- All
- Gallery Filter
{kind=link}
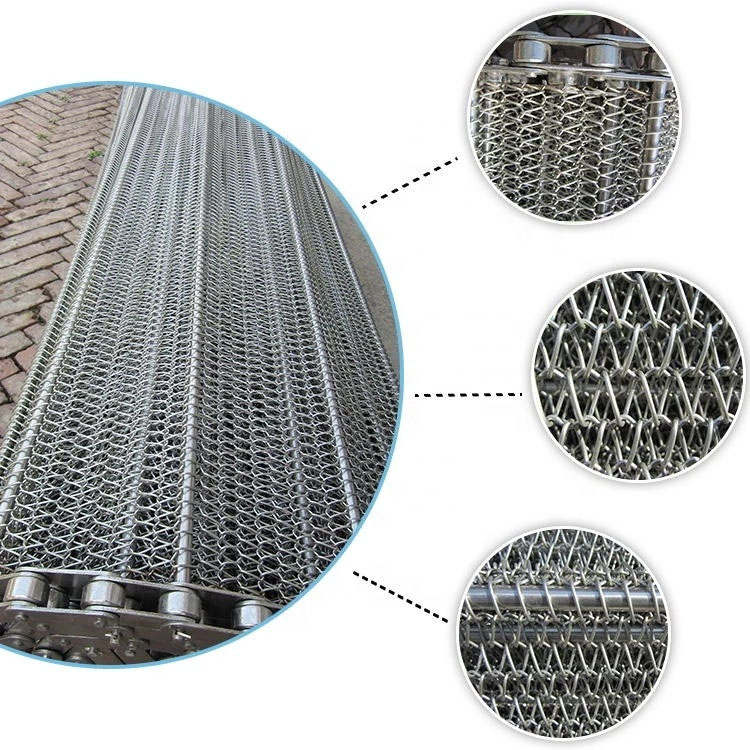
Balanced Weave Conveyor Belts
Balanced Weave Conveyor Belts are the most reliable and versatile metal conveyor belts used across industries for their perfect
{kind=link}
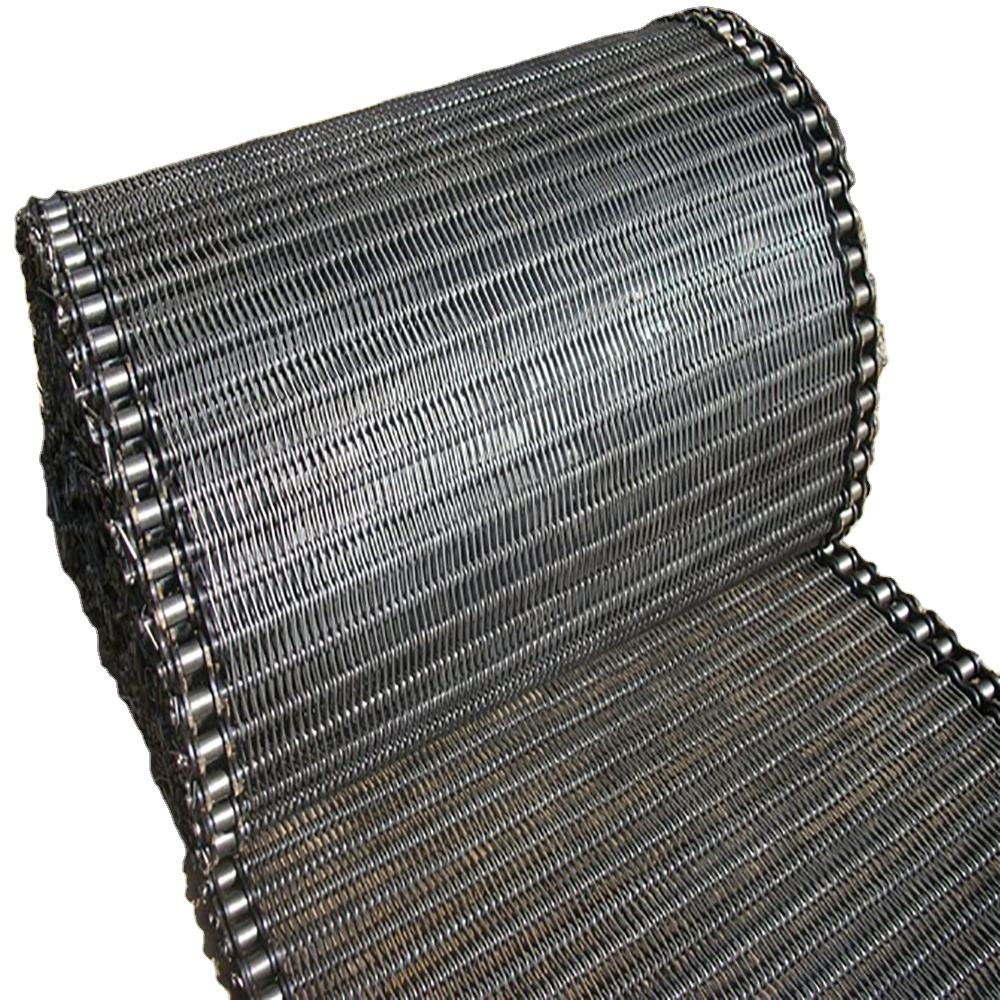
Compound Balanced Weave Conveyor Belts
Compound Balanced Weave Conveyor Belts, often referred to in the industry as Cordweave or CB series belts, represent the pinnacle
{kind=link}
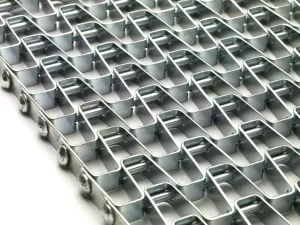
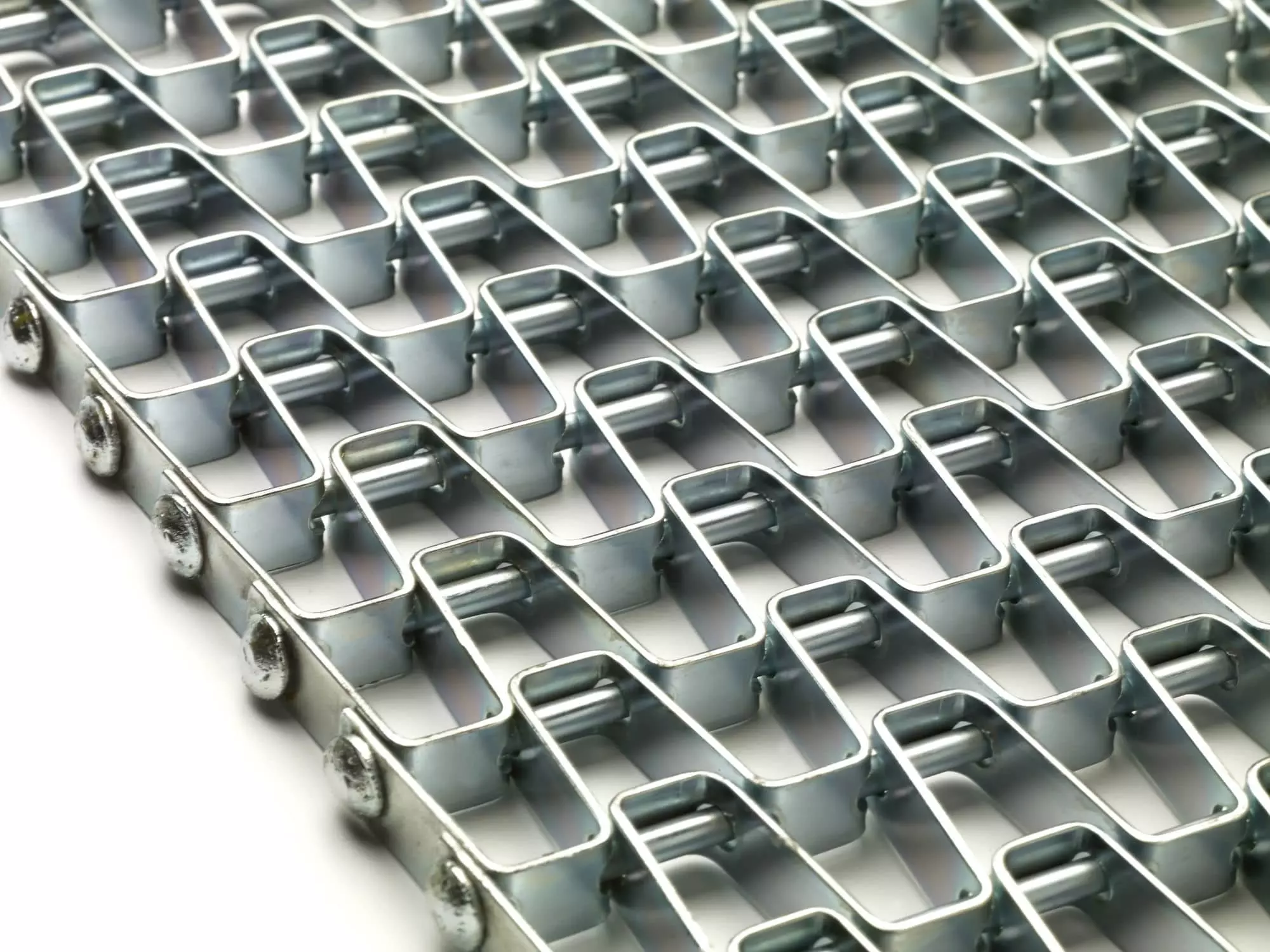
Honeycomb Conveyor Belts
A Honeycomb Belt is a flat wire conveyor belt featuring a continuous series of welded cross rods with strip plates, forming an open mesh

{kind=link}
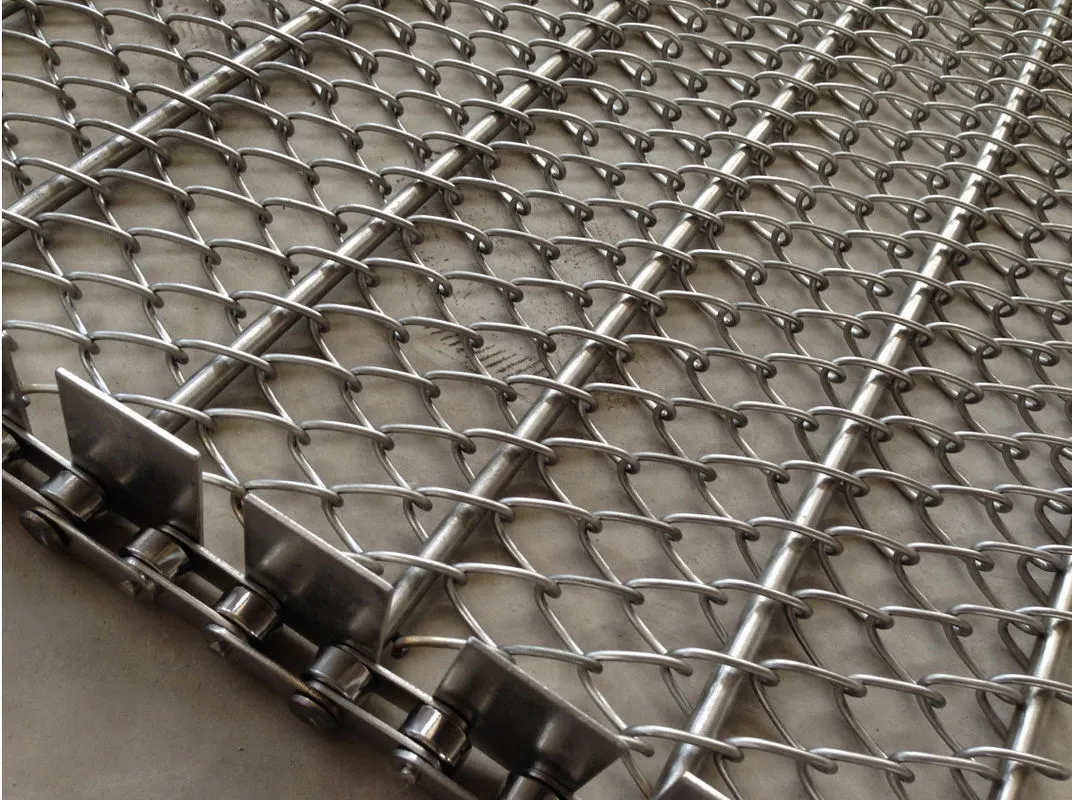
Chain Link Wire Mesh Conveyor Belts
Chain Link Wire Mesh Conveyor Belts are frequently used for chain drive belting and also used for guards on machinery as well as
{kind=link}
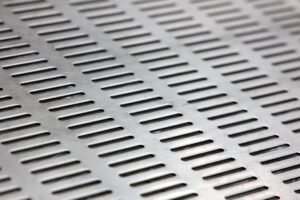
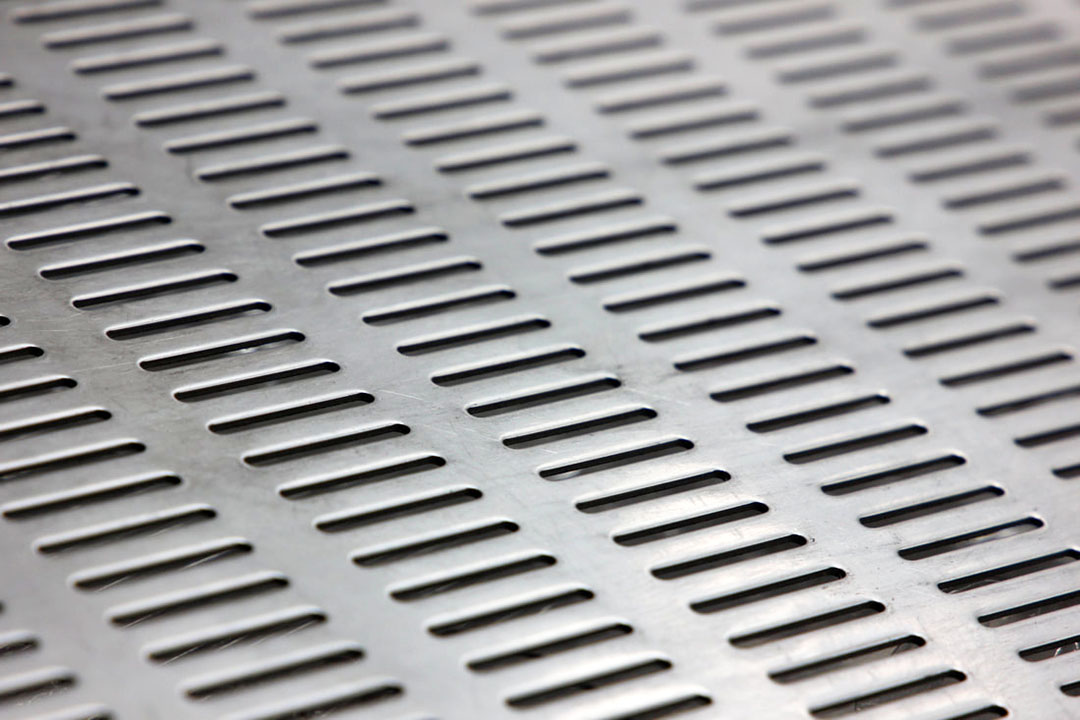
Perforated Metal Sheets
Perforated Metal Decorative Sheets combine architectural finesse with industrial strength—delivering both style and substance. Whether you’re designing a modern facade,

{kind=link}
Perforated Strainers
A perforated strainer is essentially a component, often made from perforated metal plate or mesh, designed to remove larger solid particles or debris

{kind=link}
Perforated Filter Discs
Perforated filter discs are metal filter elements produced by precision perforation or stamping of metal sheets, then finished and formed to meet application-specific

{kind=link}
Perforated Sleeve
A perforated sleeve, often made from durable plastic or nylon, is essentially a tubular insert with multiple small holes along its length. These holes allow

{kind=link}
Rod Reinforced Conveyor Belts
Rod reinforced conveyor belts stand out as one of the toughest wire mesh solutions available today. Built specifically for operations

{kind=link}
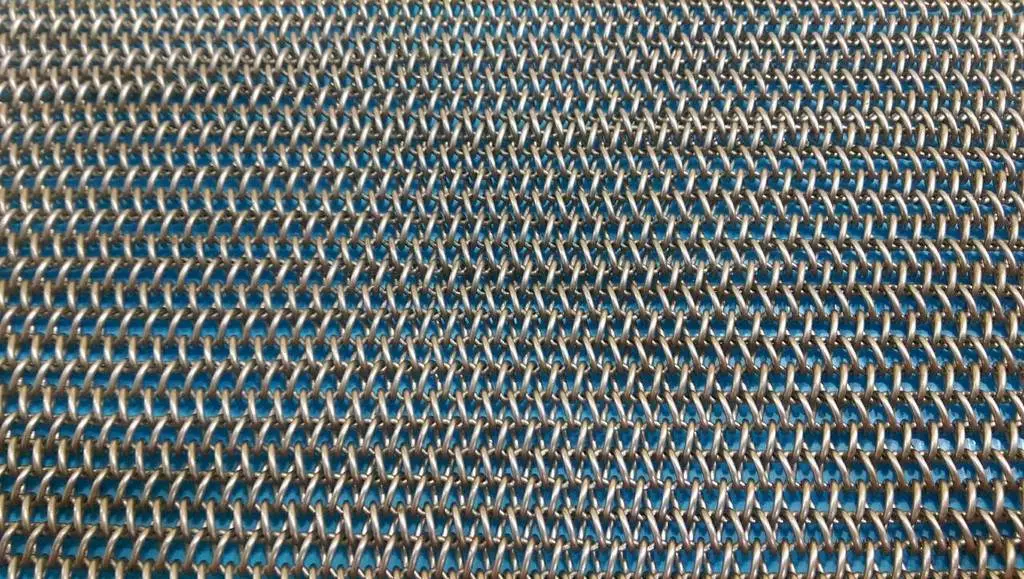
Woven Wire Mesh
Woven wire mesh is a versatile metal fabric created by interlacing high-tensile wires in a precise over-under pattern on industrial looms — exactly like weaving cloth,
{kind=link}
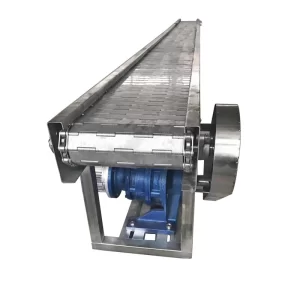
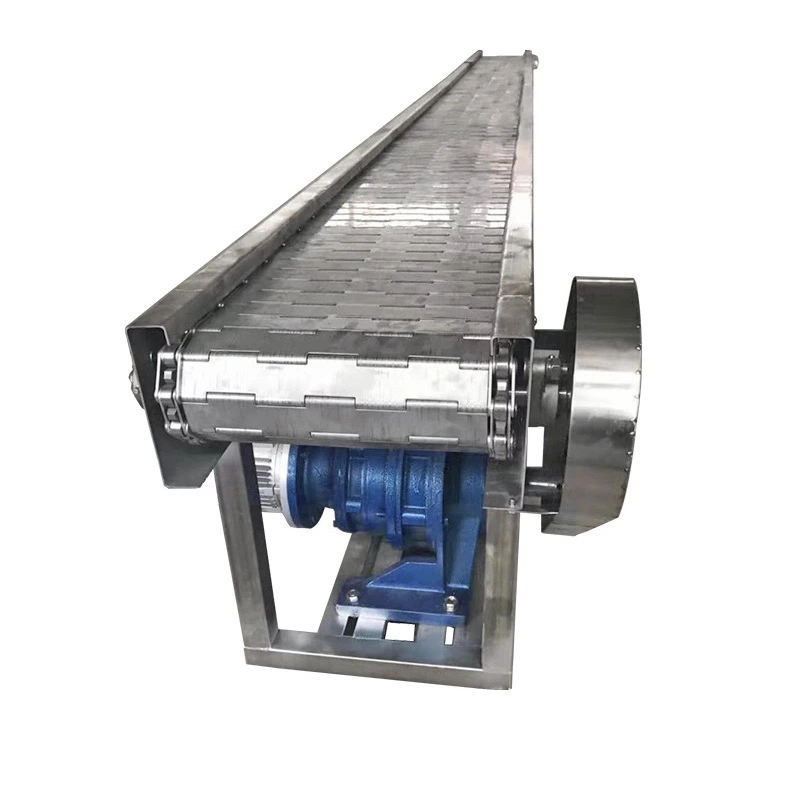
Slat Chain Conveyor Belts
Slat chain Conveyor Belts consist of flat, rigid slats (plates) made from steel, stainless steel, or high-strength plastic, securely attached to a continuous

{kind=link}
Eyelink Conveyor Belts
Eyelink Conveyor Belts are modular metal belts constructed from individual calibrated wire elements shaped like eyes (hence the name “eyelink” or “eye link”).


2K
Pan-India & Worldwide Reach
Why Choose Engineerswiremesh
At Engineers Wiremesh, we are more than just a wire mesh belt manufacturer — we are engineering partners dedicated to delivering precision, performance, and reliability in every conveyor solution we produce. With decades of technical expertise and global export experience, we help industries achieve efficient material handling, energy savings, and longer belt life — even under the most demanding operating conditions.
MATERIAL OPTIONS & TECHNICAL DATA
At Engineers Wire mesh, every wire mesh belt is engineered with precision using premium-quality metals to ensure high tensile strength, temperature resistance, and long operational life. We manufacture belts from various stainless steels, carbon steels, and specialty alloys, each selected to perform reliably under extreme conditions such as heat, corrosion, and heavy load applications. Our team helps clients choose the right material grade based on their process requirements — whether it’s food processing, furnace operation, heat treatment, glass handling, or chemical conveying.
Download DataSheet







Top Rated By Customers & Success Rate.
Our clients are at the heart of everything we do. Their feedback reflects our dedication to quality, timely delivery, and engineered precision. From first-time collaborations to long-term partnerships, EWM continues to earn trust by consistently exceeding expectations.
Read moreWhat Our Loving Clients Saying